БЛОГ ТУЛЬСКОГО ИНЖЕНЕРА
ЭЛЕКТРОНИКА,ПЛАСТИК,МЕТАЛЛООБРАБОТКА
Терморегулятор для горячеканальных прессформ GT15
Когда речь заходит об использовании в прессформе горячеканальной системы впрыска материала, нужно рассчитывать не только на инжекторы. Если точек впрыска несколько, материал по инжекторам разводится по коллектору. Часто, для использования вторичного сырья, перед коллектором устанавливается фильтрующий элемент. Все эти элементы должны иметь нагреватели и датчики температуры. Следовательно, горячеканальной системе нужен терморегулятор. Число каналов регулирования не должно быть меньше количества инжекторов плюс число зон на коллекторе. В случае использования входного фильтра, не забудем приплюсовать и его нагревательный хомут со встроенным датчиком. Фирменные терморегуляторы, к примеру, поставляемые HASCO, стоят дорого. Например шестиканальный терморегулятор HASCO Z12930 6х16А стоит 1842.95 Euro, HASCO Z12930 18x16A стоит уже 4494.63 Euro. Одинарный блок Z126/2/1 стоит 682.40 Euro. Цены для Германии. В России цена будет выше процентов на 30 за счет доставки, растаможки, наценки дилеров. Это не все. Терморегулятор стыкуется с прессформой кабелями и разъемами. Тоже не дешево.
|
Z126/2/1 |
Z12930/ 6x16 |
Z12930/ 18x16 |
Z 1246/48X16 |
= |
Renault Kangoo |





К примеру, терморегулятор на 48 каналов будет стоить примерно как новый Renault Kangoo в автосалоне. Впечатляет? Меня тоже впечатлило. А если в таком чуде техники выгорит канал? Рабочие ведь не будут сдувать с него пылинки. Им глубоко наплевать, сколько это стоит. Замыкание устроят только так. Тогда отправлять агрегат на ремонт в Германию? Производство встанет. Конечно, можно подключить обычные терморегуляторы. Тогда мы грубо нарушим правила эксплуатации инжекторов. Типовой терморегулятор рассчитан на объект с большой постоянной времени, то есть на массивную зону нагрева печи или цилиндра пластикации. Выходит такой объект на заданную температуру за время от нескольких десятков минут до нескольких часов. Инжектор же набирает температуру за несколько десятков секунд. Если терморегулятор «прозевает» отключение, инжектор может испортиться. Но и это не все. Инжектор нельзя греть быстро. Вообще вывод инжектора на рабочий режим (по официальным требованиям производителей) производится в 3 шага.
1.Нагрев со скоростью 3-5 градусов в минуту до 100-110 градусов Цельсия.
2.Сушка в течении 8-10 минут при температуре 100-110 градусов Цельсия.
3. Вывод на заданную температуру со скоростью 4-8 градусов в минуту.
За этот «эксклюзив» под названием «Soft-start» производители и хотят такие деньги. Разумеется, для меня сделать свой терморегулятор с подобными характеристиками не составило большого труда. Во всех горячеканальных системах применяются термопары типа J (феррум-константан). Нагрузочная способность определяется примененным на выходе симистором. Можно сделать любую. Если реально, то мощность инжекторов варьируется в зависимости от марки в пределах 200 – 800 Вт. Нагреватели коллектора – не больше 2000 Вт на зону. Симистора на 25А хватит с большим запасом. Все функции возложим на однокристалку Atmel AT89C51. Более навороченная не нужна. Вполне достаточно и такой. Прикрутим к ней индикаторы, кнопки и АЦП Analog Devices AD7705. Чтобы получилось компактнее, пришлось сделать две платы. На одной индикаторы и разъем однокристалки, на другой источник питания, АЦП, защита входа, выходной ключ. Мне нравятся однокристалки. Они позволяют сократить до минимума лишнюю дрянь на платах. Все нужное у них внутри. Программы я пишу на ассемблере. Так получается более оптимальный код. Для стабильности работы применим «watchdog» DS1232, он лучше, чем конденсатор с резистором в цепи формирования сброса, поскольку контролирует напряжение питания и исключает «зависание» процессора. Еще пришлось поставить flash память 24С04, чтобы хранить настройки в ней, а не ставить более дорогой чип со встроенной flash (AT89S8252). Схема верхней платы получилась такая.

Нижняя плата:
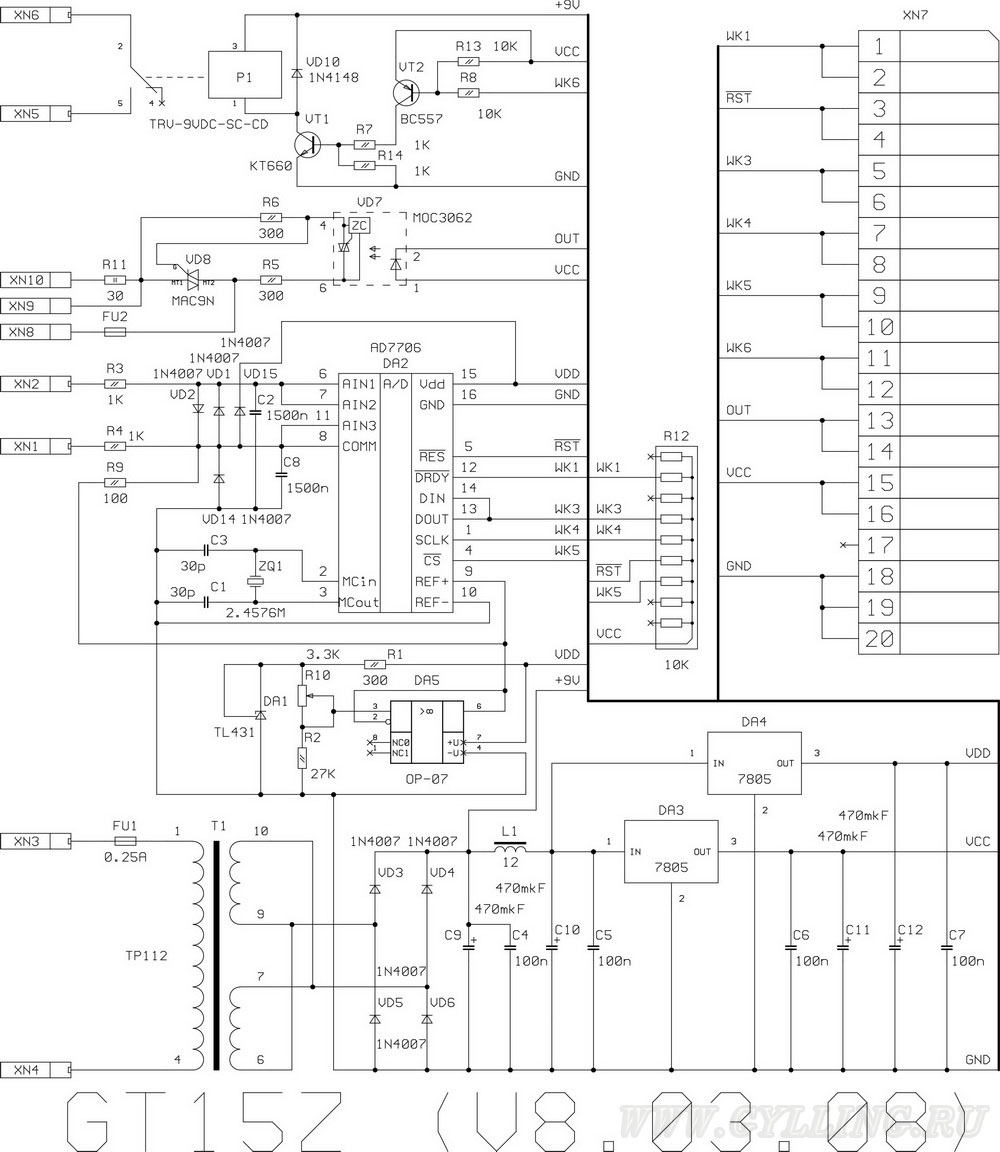
Реле Р1 включается при достижении температурой порога на 20 градусов ниже задания. Это можно использовать для блокировки запуска цикла литья при недостаточной температуре горячеканальной системы. Входы (XN1,XN2) достаточно серьезно защищены от перенапряжений, статики и т.п. Выход может использоваться напрямую, при небольшой нагрузке, либо включен в цепь управления более мощным ключем. Симисторная оптопара MOC3062 имеет встроенную функцию Zero-cross(детектор перехода через ноль – включение симистора происходит в начале полупериода), что исключает наведение регулятором помех в цепях электроники термопластавтомата. АЦП AD7705 16-разрядный. Такая точность явно избыточна (65536 значений). Вход я сделал биполярным (полярность подключения термопары не важна). Смещение холодных концов программно-фиксированное 20 °С.
Про точность и смещение можно сказать особо. Терморегулятор может отработать по электронике диапазон от 20 до 999 °С. Температура измерения феррум-константановой термопары (тип J) от -200 до 800 °С. Рекомендуемый – от 0 до 500°С. Ниже конденсат портит железо, выше - портится медный сплав. Погрешность термопар 1 класса точности 1.5 °С, 2 класса 2.5°С. Инжектор обычно используется в диапазоне температур от 180 до 350°С (для полипропилена 210-250°С ). 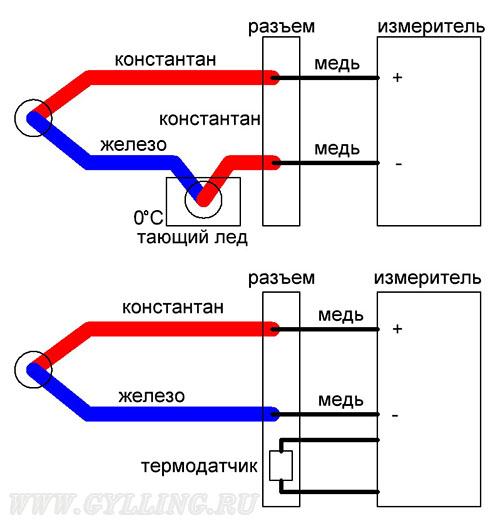
Особо остановимся на «компенсации холодных концов». Как известно, термопара измеряет не температуру, а разницу температур между «горячим» и «холодным» спаями. «Холодный» спай образуется , если не сделать его специально, сам собой, через коммутацию. Чтобы точно измерить температуру «горячего» спая, нужно либо создать еще одну термопару и точно термостатировать ее (для простоты на 0°С). Либо добавить еще один датчик температуры в разъем, где провода термопары соединяются с проводами терморегулятора. Или тянуть термопарные провода прямо в корпус прибора, где измерять температуру опять же у разъема, и вычитать ее из общего результата.
А может просто предположить, что температура в районе разъема около 20°С (что примерно так и есть) и из этого исходить? Последний вариант показался мне самым логичным.
Рассмотрим подробнее почему. Что мы регулируем терморегулятором? Температуру расплава, проходящего через инжектор? Такой ответ будет очень далек от истины. На самом деле, любой терморегулятор регулирует температуру своего датчика. А датчик установлен на внешней поверхности канала инжектора. В зависимости от модели канал может иметь разную длину, к примеру 30мм или 400мм (бывают и такие). В какой то степени температура стенок канала влияет на проходящую при впрыске пластмассу. В зависимости от длины инжектора, влияние чуть меньше (для коротких) или чуть больше (для длинных). Главное, чтобы пластмасса в инжекторе не «замерзла» при низкой температуре и не начала кипеть при высокой. Функция инжектора – доставить расплав в точку заливки. Не более и не менее. Улыбнула реклама терморегулятора от одной известной немецкой фирмы: Непревзойденная точность- 0,1°F (0,05°C). Во первых: как получить такую точность, при общей погрешности термопар типа J (см. выше)? Во вторых: датчик компенсации холодных концов они втащили в разъем? Сомневаюсь. Если это точность канала АЦП, то тогда это вообще ни о чем. В моем регуляторе эта точность 0.03°C, и что? Я вполне мог бы добавить еще 2 разряда индикатора, подцепить лишний термодатчик ко второму каналу АЦП (AD7705 – двухканальный), затащить этот датчик по кабелю в разъем и говорить о супер-онано-технологичном приборе. Только для реальной работы все это не нужно. Если показания моего регулятора и могут отличаться на градус-другой от идеальной температуры (не путать со стабильностью поддержания), то это объективная особенность всех подобных систем. Добавлять же лишние разряды индикатора с десятыми долями градусов – нечестный рекламный ход. Расчет на не очень грамотных руководителей, готовых переплачивать в разы непонятно за что, но круче чем у других! Сомневающиеся владельцы горячеканальных прессформ могут поэкспериментировать с температурами отдельных инжекторов. В определенном диапазоне разница в настройке температуры инжектора никак не влияет на качество отливки. Порой эта разница может достигать нескольких десятков градусов.
|
Пятиканальный терморегулятор. |
Десятиканальный терморегулятор. |
|
Вид GT15 изнутри. |
5 канальный терморегулятор изнутри. Справа блок предохранителей и 25А симисторов. |




Из терморегуляторов можно делать блоки управления горячеканальными прессформами, скомпоновав в корпус нужное количество регуляторов. Если в форме один проходной инжектор, то достаточно одиночного регулятора. В прессформе на ручку их уже 4. Для восьмиместной формы поплавка сантехнического клапана их понадобилось десять. Сколько их было сделано вообще и кому, я сейчас даже не вспомню. Чинить пока не приходилось.
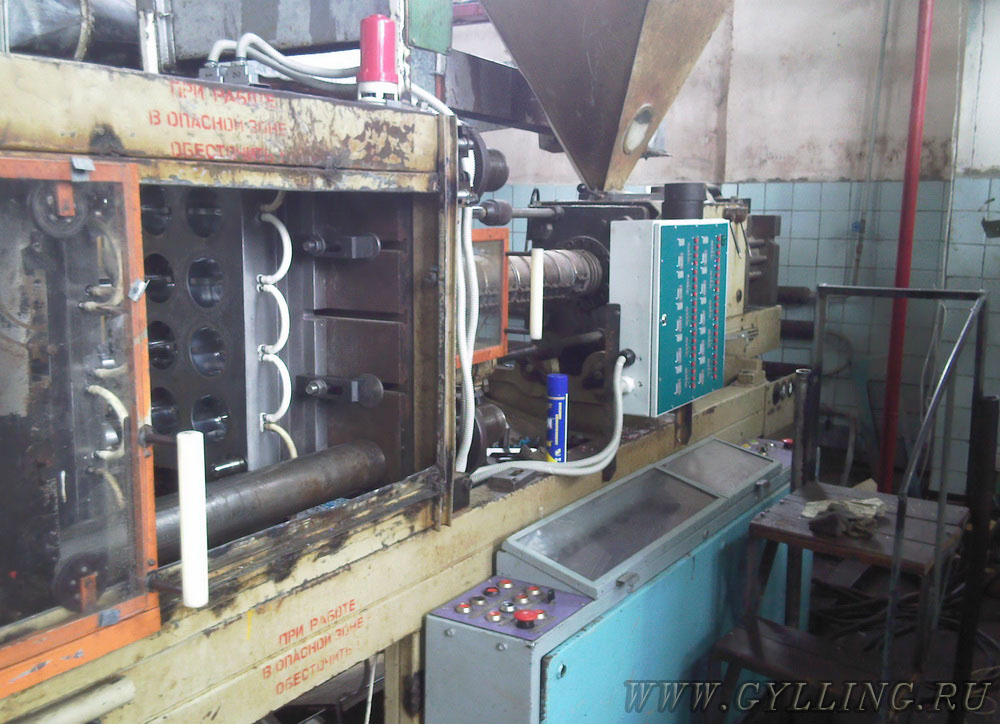
Десятиканальный терморегулятор подсоединен к восьмиместной горячеканальной прессформе «поплавок донного клапана». Два канала регулируют температуру коллектора.